1.作用:加工有一定宽度有一定深度的径向沟槽或加工等距的径向沟槽。
2.指令格式:
N××G75 R(e) __
N××G75 X(U)__Z(W)__ P(△i) __Q(△K) __F(f);
说明:e:每次退刀量
X、Z:槽加工的终点坐标
U、W:槽加工终点坐标与循环起点的差值(增量值);
△i:每次循环背吃刀量;
△K:z向移动量;
f:进给量。
3.编程时注意事项:
(1)循环起点的设置;
(2)编程时注意左右刀尖的选择;
(3)△i:每次循环切削量,单位为um;
△K:z向移动量,单位为um ;
(4)刀具Z向移动距离为小于刀宽的一个值;
4.加工轨迹:
啄式加工
5.加工实例:
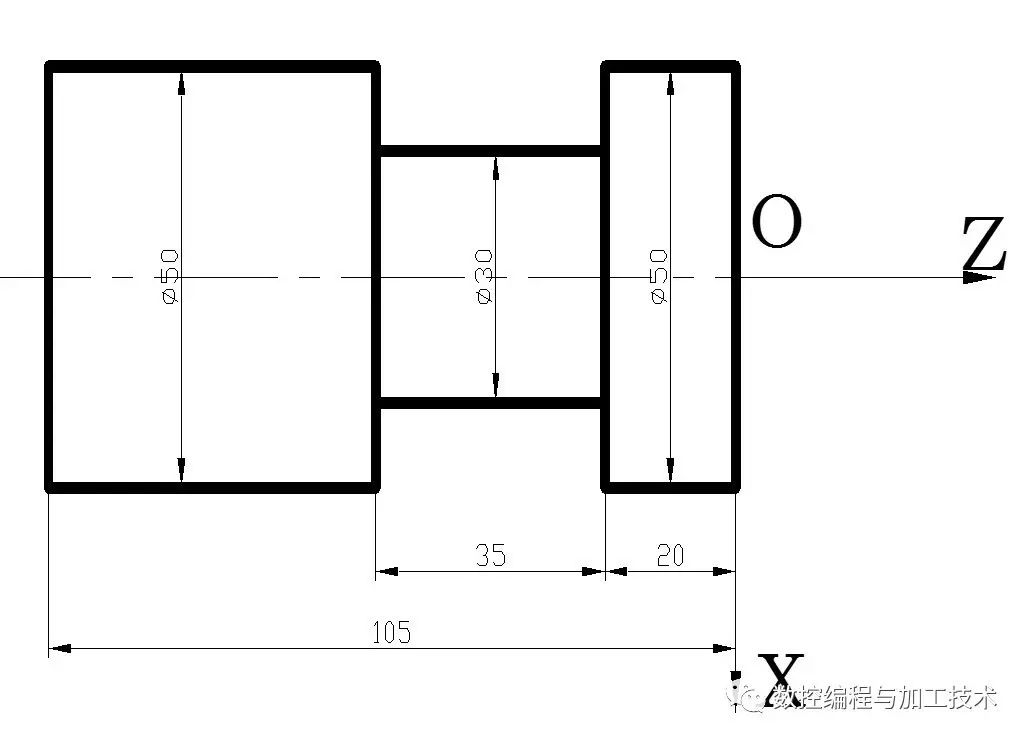
1.工艺分析
(1)刀具4mm槽刀
(2)切削用量的选择:主轴转速500r/min
进给量:0.1mm/r
背吃刀量:2mm
2.参考程序:
O1101;
T0101G99;
S500M3;
G0X54.0;
Z-23.0;
G75R1.0;
G75X30.0Z-55.0P2000Q3500F0.1;
G0X150.0Z150.;
M30;
3.利用仿真软件仿真加工:
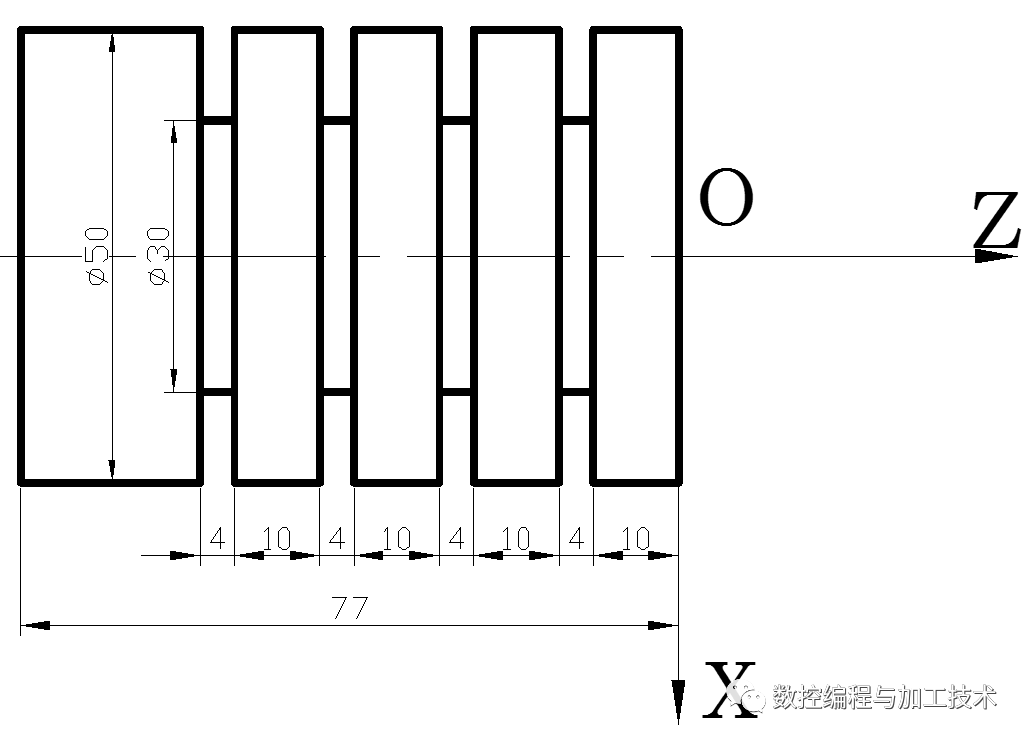
1.工艺分析
(1)刀具4mm槽刀
(2)切削用量的选择:主轴转速:500r/min
进给量:0.1mm/r
背吃刀量:2mm
2.参考程序:
O1102;
T0101G99;
S450M3;
G0X54.0;
Z-14.0;
G75R1.0;
G75X30.0Z-56.0P2000Q14000F0.1;
G0X150.0Z150.;
M30;
3.利用仿真软件仿真加工: