这些刀痕,日常加工中的你,是不是也深有感触?
常见之一
接刀凸痕
常见之二
接刀痕
对应策略
对接刀纹解决步骤
A.预留适量的精加工余量;
B.减小编程切削公差;
C.优化进退刀的重叠;
D.在线检测接刀峰值;
E.选择性进退刀。
A
预留适量的精加工余量
为了保证产品的外观和尺寸都达到标准值,通常情况下在光刀之前,会有半精光刀路存在,所以,半精光后的余量最好保证在0.03mm~0.15mm之间。
B
减小编程切削公差

因每款编程软件不同,对话框也会有所改变,但切削公差这一项是编程中不可缺少的设置参数,而公差的大小也直接影响到产品的精度及外观。
C
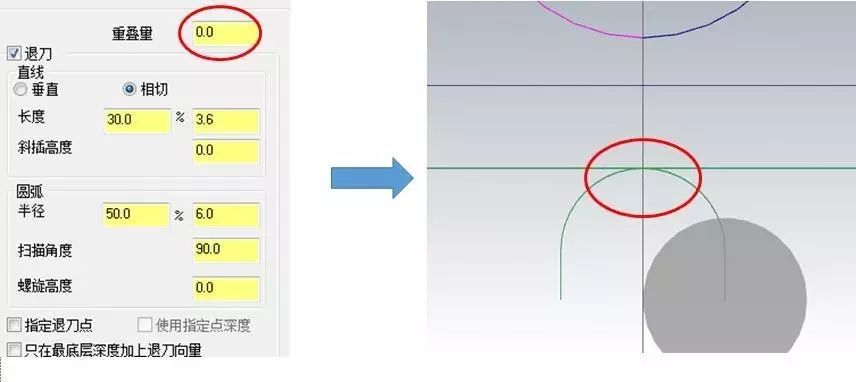
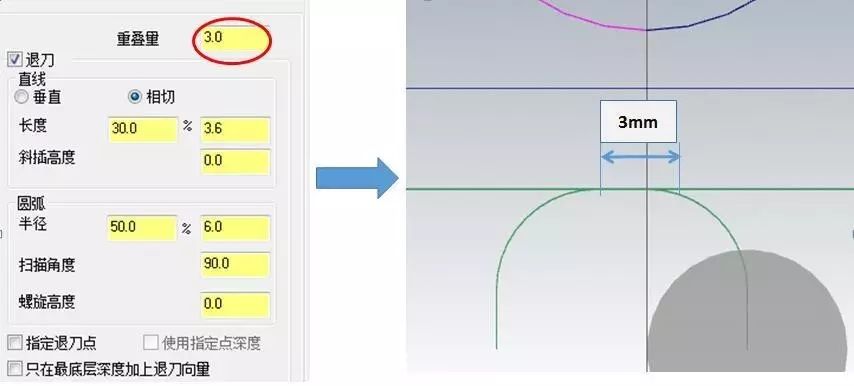
优化进退刀的重叠
1)进退刀重叠量修改前
2)进退刀重叠量修改后
 、
、
3)程序修改后实图

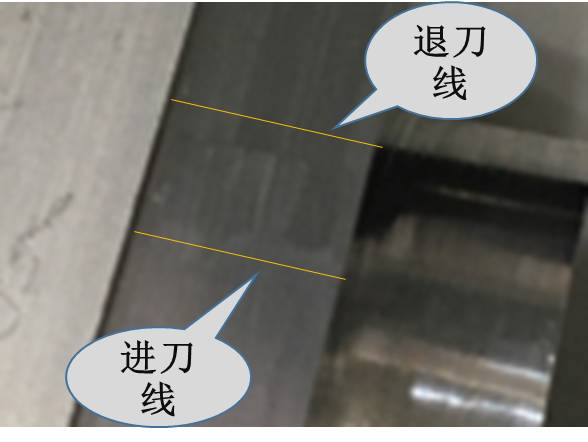
当程序修改后,我们不难发现在进退刀处会有重叠的痕迹,但之前的凸印、接刀印已消除。
下面我们一起通过视频看看修改前后的接刀公差。
D
在线检测接刀峰值
1)在线测量实际差值(前图一零件)(建议在WiFi环境下打开)
通过千分表检测前图一的零件,根据视频我们发现,在中间接刀凸痕处有0.008mm公差,这种加工效果显然不能达到产品要求。
2)在线测量实际差值(前图二零件)(建议在WiFi环境下打开)
同样通过千分表检测前图二的零件,同样发现,第二件在中间接刀印处有0.003mm公差,尽管在尺寸方面已达到要求,但外观还是美中不足。
3)在线测量实际差值(改善后零件)(建议在WiFi环境下打开)
我们再看改善后的情况,同样通过千分表检测,修改后的公差几乎在0.0015mm以内,不管是尺寸和外观都比较完美。
E
选择性进退刀
1)当加工图形中有缺口或者有其他填充材料时,可以充分利用这一特点避开进退刀痕。
2)延长进退刀线,不管是进刀或退刀都不与工件接触,从而使得加工面更加平顺。

标签: 数控CNC





