Mastercam四轴教程免费部分在相关帖子下面有优酷连接,别再帖子后面留言,问视频在哪里能看到了好吧..
上篇文章<[后处理]让mastercam后处理自动排除中文文本输出>内容讲到了不少新命令.尤其是循环指令,更是让不少朋友头疼.今天本文就换个话题,换个特别轻松的.算是先前的小复习吧.
有朋友留言,如何让Mastercam后处理输出G84的时候F=螺距.
一直都不想去讲这个事儿.因为实在太简单了.简单到阅读下
<精确快速掌握 Mastercam 后处理简单修改!>一文,就能搞得定~
毕竟那篇文章发布的时间比较早,不少朋友刚刚关注本公众号.也不看公众号发的历史信息.那就算是温习下先前这篇文章的内容吧.
先讲下为什么要改F值.
Mastercam自带的后处理是发那科控制器后处理,在G84指令中F=螺距*转速
而三菱控制器就特简单.F=螺距!!
现在使用的后处理是螺距*转速,而要修改后的只保留螺距.
这样后处理修改将变得非常简单,只要找到相关变量,追踪到"螺距*转速"这个关键位置,并把转速去掉即可!
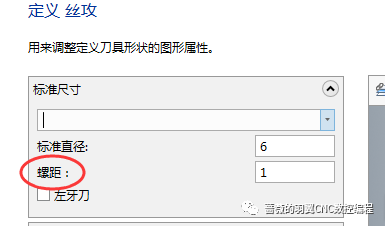
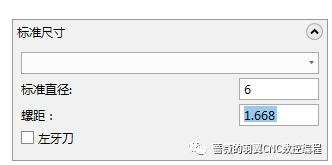
新建丝锥刀具,定义螺距!
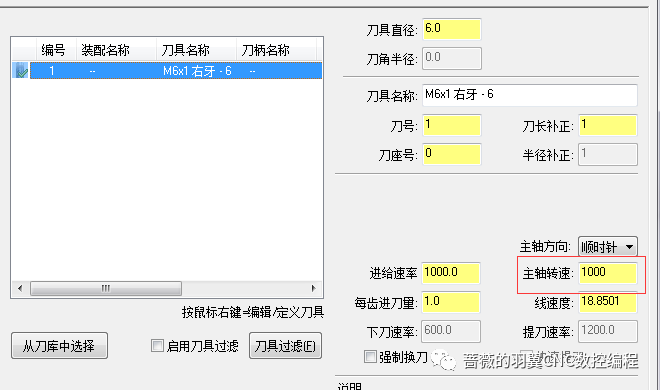
创建攻丝操作.设定好主轴转速!
生成操作,输出NC文件.
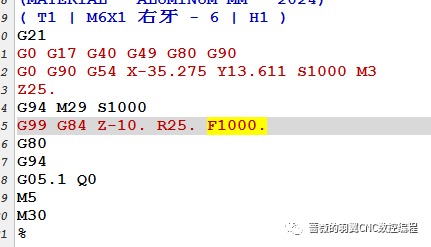
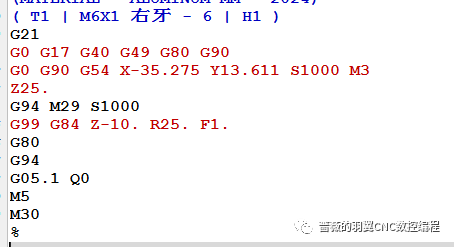
标准Fanuc代码格式,F=螺距*转速.
下面使用<七星瓢虫>来定位下F值的输出变量.
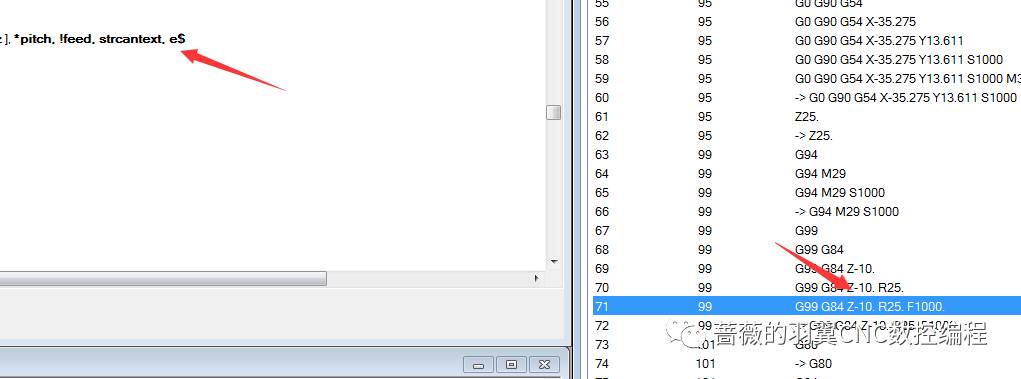
双击NC窗口中F输出行.对应PST窗口中黑色加粗文本,就是负责F值输出的指令.
总共是有4个,分别是*pitch, !feed, strcantext, e$
看起来feed应该是跟F相关的!但是!!!请注意pitch变量,前面有*号.
*号的作用是强制输出.而feed前面确是!号.!号作用是只更新变量,不输出.
这样基本确认了F值是由 pitch 变量输出,向上找到pitch格式化代码
fmt "F" 2 pitch 就更加确认是pitch输出的前面的F1000.
用文本编辑器打开后处理文件.找到调试器中那句代码
pcan1, pbld, n$, *sgdrlref, *sgdrill, pxout, pyout, pfzout, prdrlout, [if dbgqz <> 0 ,*dbgqz ], *pitch, !feed, strcantext, e$
本句代码中无变量操作,只是输出变量值.也就是说,在本句输出时,pitch变量已经完成了"螺距*转速"的操作,.向上查找关于pitch变量的语句,很近的距离就找到了以下代码:pitch = pitch * speed #Force Units Per Minute for regular Tap cycle
这句代码意思是,螺距=螺距*主轴转速!既然已经找到具体位置!而我们需要处理的只是不让他去乘转速!直接将此句前面加上#号变为注释即可!
保存后处理,从新输出NC代码
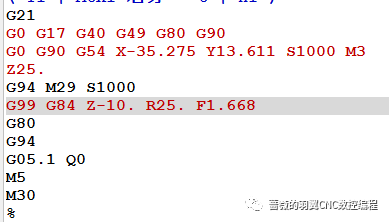
这时,F值已经变为刀具设定中的螺距值了!
当然谨慎起见,为了避免因巧合而造成的BUG.修改刀具螺距值为一个不太可能会巧合的值.再次从新输出NC程序,确保代码正确无误!
生成NC文件
可以确定,代码修改正确无疑!
注意,以上代码可能有多句.
如果需要让编程界面中F值为指定螺距,则反转上面代码.
标签: mastercam后处理



