咋,又有黑科技??
那是当然,作为Mastercam的主力产品,动态加工(Dynamic milling)里的黑科技还是非常多的.前面介绍过 RCTF 如何发挥刀具最大效率.(没看过的赶紧看看先前文章吧!)今天继续聊一聊动态加工中的其他黑科技!!!
注意:本文没有任何需要你去设置的参数,只是从技术上去讨论动态加工刀路中的细节.至于你知道与否,它都在那里!
当然动态加工的技术细节远不止此处
今天要讲的内容是 异心圆
在弄明白细节之前,先要了解下,什么叫异心圆.
异心圆(circles with different centers)具有特定位置关系的两个圆.指圆心不相重合的两个圆
上面这句话来自百度百科!
就是圆心点不在一起的圆呗!跟刀路有啥关系?有对比才会有伤害!在了解什么是异心圆之前先了解下什么是同心圆!
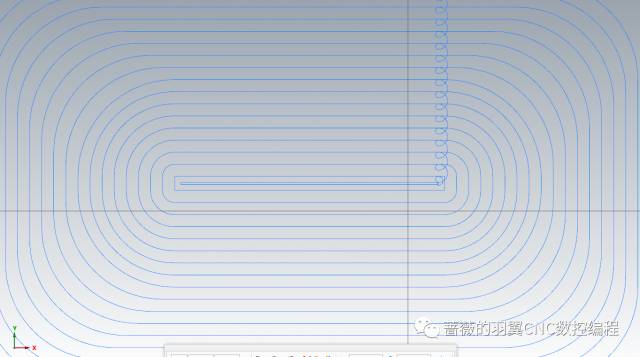
我简单的编了个程序,这是很常见的高速加工刀路.在刀路之中,所有的拐角都被修成了圆角,确保机床运动时能保持高速运动.

仔细观看刀路细节,就能发现,所有的拐角圆弧,圆心点都是在一起的.这对于传统编程方法而言是非常常见的现象.像这种就是标准的同心圆切削.
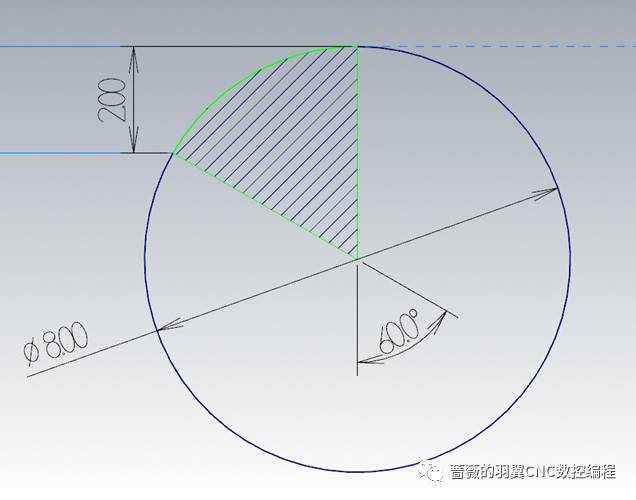
我们现在使用的刀具直径为8mm,切削宽度为刀具直径25%,也就是2mm.对于直线运动时,刀具接触工件状态如图,接触角度大约是60°
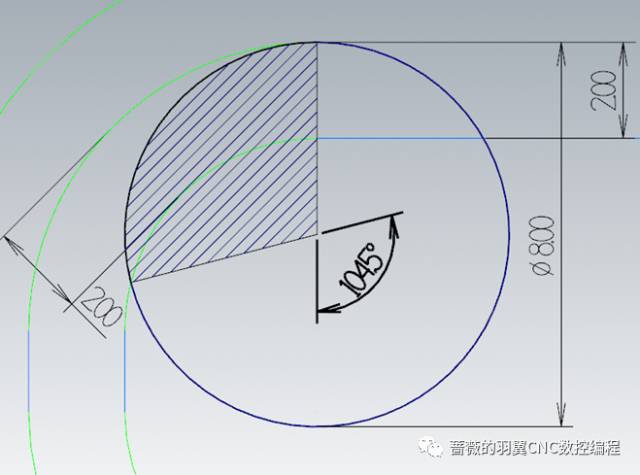
当刀具走到圆角的时候,切宽还是保持在我们设定的2MM,但这时刀具接触角度已经提升到了104.5°,刀具负载陡然提升,为了减少对刀具的冲击,最可靠的方法是让刀路在圆角处减速.来确保刀具安全通过.但这样势必延长加工时间.
上面就是同心圆加工时的显著问题.
而在动态加工中,对于圆弧拐角的地方处理,使用到一种叫做异心圆的技术
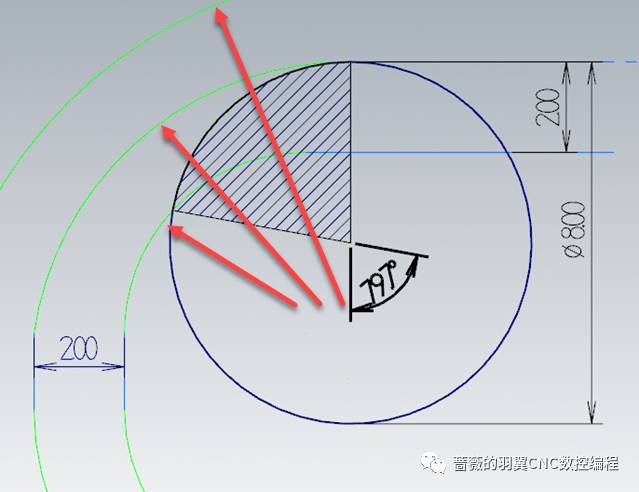
所谓异心圆自然是指圆心点并不重合,最重要的是,后面的圆相较先前的圆,圆的起点都会有所提前.这样使圆的大小更大了,刀具在更加有利的位置进入圆弧切削.虽然刀具接触面积还是会增加,但较同心圆时,已经大幅度减少.确保刀具负载在一个安全可控的范围内.更要紧的是,只是在圆弧起点时负载会有所以提升,当进入圆弧切削时,负载会进一步下降,直到正常切出.
有了异心圆技术的帮助,你在不知不觉状态减少了刀具的负载.看起来都差不多的圆角刀路,却有着天壤之别!当然异心圆也不是Mastercam独有的.比如VoluMill里也有这个技术的存在,但Dynamic milling里还有另外一项黑科技在配合异心圆进一步减少刀具负载,确保高速安全通过.那是VoluMill里没有的东西.那又是啥呢?
额,卖关子!!