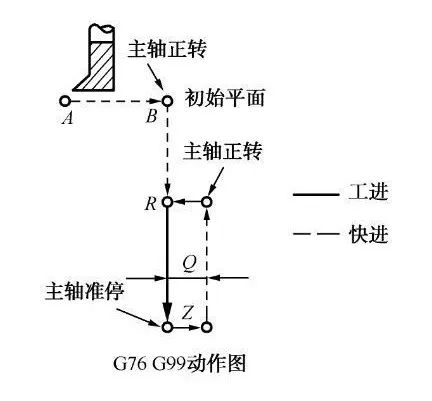
G76表示精密镗孔循环。
具体使用格式如下面。
G76 X__Y__Z__R__Q___F__
XYZ表示相应的轴坐标值。R刀具下刀起始点。Q表示退刀距离。F表示进给速度。
执行的动作如下。刀具快速下刀至R点。切削进给到底孔Z坐标位置。然后主轴准停。退刀Q。然后快速移动到R点。主轴正(G99状态下)
G87表示反镗孔循环。
G87 X_Y_Z_R_Q_F_
XYZ表示相应的轴坐标值。R刀具下刀起始点。Q表示退刀距离(刀具偏移量)。F表示进给速度。
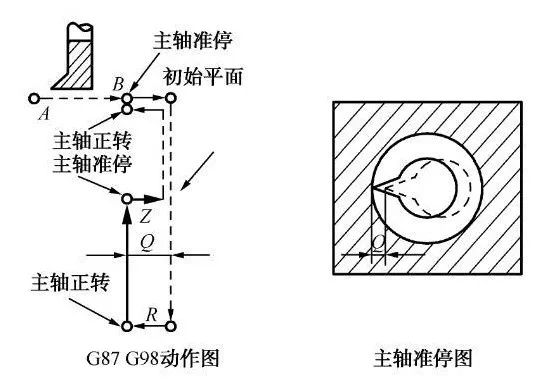
刀具在XY坐标快速定位后。主轴准停。刀具偏移Q距离。然后快速下刀到孔底R点。在反向偏移Q距离,主轴正传,切削至Z点。然后主轴准停。退回Q距离。快速返回起始点。然后主轴正转。循环结束。
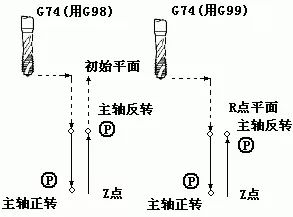
G74 左螺旋切削循环
具体如下描述
使用格式如下
G74 X_Y_Z_R_F_
G84 攻丝循环(G84)跟G74刚好相反。
G84 X_Y_Z_R_F_
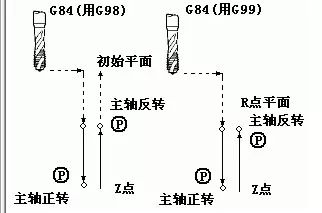
G99状态下。丝锥快速定位至R点,主轴正传进给z。然后主轴反转至R点。然循环结束。
版权声明:如果本文对你有帮助,欢迎点击上面赞赏我们。除非特别标注,否则均为本站原创文章,转载时请以链接形式注明文章出处。