1,M00指令,也可以简写成M0。意思是程序停止。当程序运行到,含有M00代码指令的程序段时,机床停止进给。主要用于测量检验及一些特殊用途。指令展示如下图所示

然后按程序启动键后,可以再次运行程序。
2,M01指令,也可简写成M1指令,和M00代码类似。也是程序暂停。但需要和控制面板,一起操作才能生效。如下图所示
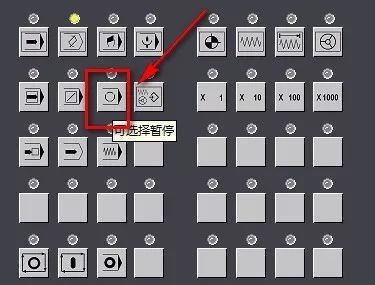
按下选择暂停键.M01代码就起作用了。程序暂停,如果不按是不生效的。
3,M02代码指令。也可以简写成M2。意思是程序结束,但不返回程序开头,一般实际操作过程中很少使用。可以忽略。
4,M03指令,也可以简写成M3,主轴正转。一般需要和S指令配合使用,如分中心时。S600M3。意思是主轴正转600转。
5,M04指令,也可以简写成M4,主轴反转。也需要和S指令配合使用。其用法刚好和M03指令相反。
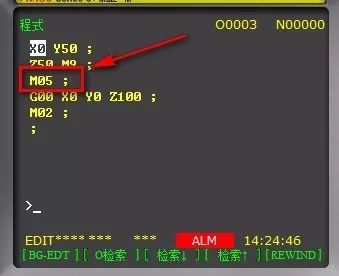
6,M05指令,简写成M5,主轴停止。一般程序结束时使用。如下图
7,M06换刀指令。一般也可简写成M6。和T指令配合使用。如T1M6,换第一把刀。T2M6换第二把刀。以次类推。
8,M08指令,简写成M8。意思是开切削液。
9,M09指令,简写成M9。意思关切削液。和M8刚好相反。
10,M30指令,意思是程序结束,并且返回程序开头。方便进行下次加工。实践中比较常用的指令。
11,M98,M99指令,子程序调用指令,一般是配套使用。
M98 P0100;
.........
G91G28Z0.
...........
O0100
.........
M99
.
版权声明:如果本文对你有帮助,欢迎点击上面赞赏我们。除非特别标注,否则均为本站原创文章,转载时请以链接形式注明文章出处。