其实说起来宏就是用公式来加工零件的.
比如说椭圆,如果没有宏的话,我们要逐点算出曲线上的点,然后慢慢来用直线逼近,如果是个光洁度要求很高的工件的话,那么需要计算很多的点,可是应用了宏后,我们把椭圆公式输入到系统中然后我们给出Z坐标并且每次加10um那么宏就会自动算出X坐标并且进行切削.
实际上宏在程序中主要起到的是运算作用.
宏一般分为A类宏和B类宏.A类宏是以G65HxxP#xxQ#xxR#xx的格式输入的,而B类宏程序则是以直接的公式和语言输入的和C语言很相似在0i系统中应用比较广.
子程序的应用
1)零件上若干处具有相同的轮廓形状,在这种情况下,只要编写一个加工该轮廓形状的子程序,然后用主程序多次调用该子程序的方法完成对工件的加工。
2)加工中反复出现具有相同轨迹的走刀路线,如果相同轨迹的走刀路线出现在某个加工区域或在这个区域的各个层面上,采用子程序编写加工程序比较方便,在程序中常用增量值确定切入深度。
3)在加工较复杂的零件时,往往包含许多独立的工序,有时工序之间需要适当的调整,为了优化加工程序,把每一个独立的工序编成一个子程序,这样形成了模块式的程序结构,便于对加工顺序的调整,主程序中只有换刀和调用子程序等指令。
编辑本段调用子程序M98指令 指令格式:M98P__××××
指令功能:调用子程序
指令说明:P__为要调用的子程序号。××××为重复调用子程序的次数,若只调用一次子程序可省略不写,系统允许重复调用次数为1~9999次。
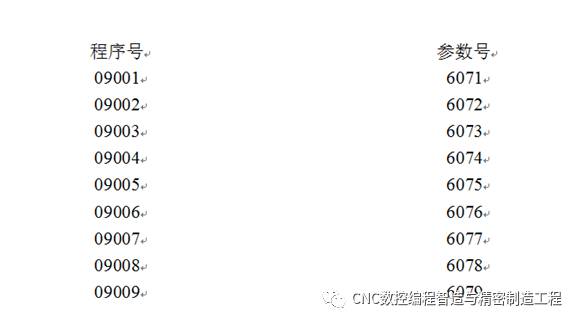
使用M代码调用宏程序相关参数设定:
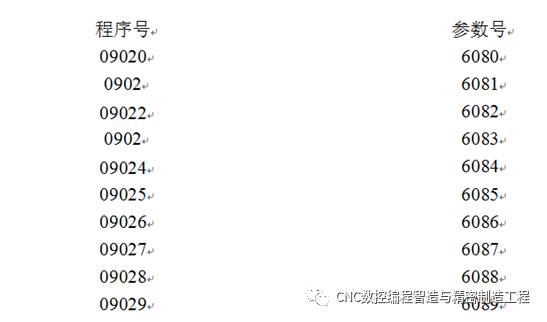
使用M代码调用子程序相关参数设定:
调用宏程序时变量与字母之间的对应关系:

宏程序与子程序在换刀程序上调用的区别:
对应维修人员来说对加工中心上的换刀一定不陌生,在换刀时主轴一般需要返回第二参考点,主轴定向等动作,为了简化PMC编程,机床制造商一般会通过程序来控制,也就是宏程序和子程序.
但是在调用时,这两个是有区别的,主要区别如下:使用宏程序编程时必须为M06TXX,使用子程序调用时可以TXXM06或者M06TXX两种调用格式。
标签: 数控宏程序




