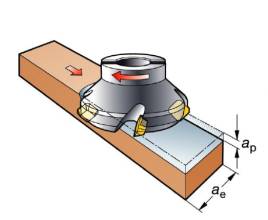
在数控铣削加工中,切削宽度ae与切削深度ap在实际加工一般以经验为主,那么它们是如何确定的呢?今天笔者给大家分享一下硬质合金立铣刀(钨钢铣刀)切削用量的心得,在文章的后方有一道思考题以供大家检测学习。
切削宽度ae:
铣削情况1
当铣削的宽度>刀具直径时
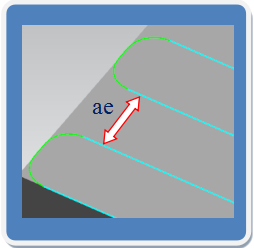
?采用立铣刀开粗时,切削宽度ae一般取刀具直径的75%;
?采用立铣刀精加工时,切削宽度ae一般取刀具直径的50%;
铣削情况2
当铣削的宽度<刀具直径时
开粗或精加工时,切削宽度ae取刀具直径的100%;
注:当选择的刀具直径大于铣削的宽度时,采用一刀过,有利于提高加工效率,而且对于精加工来说,有利于形成更好的表面光洁度,没有接刀痕迹。
切削深度ap
切削深度ap用量的原则:
粗加工时,采用较大的切削深度,以提高加工效率率为主,同时兼顾加工成本;
半精加工与精加工时,采用较小的切削深度,以保证加工精度与表面粗糙度为主;
切削深度ap:
在机床、工件、刀具刚性允许的情况下,ap就等于加工余量,这是提高生产率的一个有效措施。
切削速度Vc:
提高Vc也是提高生产率的一个措施,但Vc与刀具耐用度的关系比较密切。随着Vc的增大,刀具耐用度急剧下降,故Vc的选择主要取决于刀具耐用。另外,切削速度与加工材料也有很大关系,
例如用立铣刀铣削合金刚30CrNiMoVA时,Vc可采用8m/min左右;而用同样的立铣刀铣削铝合金时,Vc可选200m/min以上。
主轴转速n:
一般根据切削速度v来选定
影响加工效率的参数 :
轴向切深ap、进给速度F、切削速度Vc存在着特定的关系,是提升生产效率的重要参数,只要提升其中一个就可以。
影响刀具寿命的参数:
一般来说上述的三大要素对刀具寿命按影响的大小来分大致是切削速度Vc、进给速度F、轴向切深ap。所以说为了维持刀具寿命,在选择具体的切削用量的时候,首先需要确保ap尽量的大,而后确定较大的F,藉此得出适宜的切削速度。
切削用量确定的原则
一般在确定具体的切削速度时,需要遵循如下原则,粗铣则ap、f大,因此Vc就低;精铣则ap、f都比较的小,因此Vc较高。此外工件的材料强度以及硬度足够高的话,适宜选择Vc较低。如果材料切削性足够好,其速度自然就高。
对于表层较硬的铸锻件或者不锈钢时,应当尽量确保轴向切深ap超过硬皮厚度,避免刀尖过早磨损。
思考题?
切削用量的三要素是什么?
欢迎大家在下方留言,留下你的足迹,也可以在公众号中回复“三要素”,系统将会自动回复您正确的答案。
硬质合金立铣刀开粗切削用量参考:
铣削的切削速度Vc
加工材质 | 硬度HB | 切削速度Vc |
钢 | <225 | 66~155 |
225~335 | 54~120 | |
325~425 | 36~75 | |
铝 | 360~600 | |
铜 | 120~190 |
注:刀具磨损太快,可以适当降低切削速度Vc。
铣削的每齿进给量fz
硬度HB | 每齿进给量 |
<300 | 0.1~0.3 |
300~550 | 0.05~0.15 |
注:硬度越低,每齿进给量越大;硬度越高,每齿进给量越小;例如硬度为300HB时,我们可以选择每齿进给量fz为0.15左右,硬度为400HB时,每齿进给量为0.1左右,然后再观察机床的实际进给速度是否合理,进行适当调节。
以上推荐参数仅限于低速机(主轴转速低于1万转的),高速机一般采用高转速,小切深,快进给的切削用量原则,根据经验或借助软件对刀具切削参数进行分析,得到最优的切削参数。