镗孔加工的精度非常高,精镗孔的尺寸精度可达IT8~IT7,可将孔径控制在0.01MM精度以内。若为精细镗孔,加工的精度可达 TT7- IT6,表面质量好。一般的镗孔,表面精糙度Ra值1.6~0.8μm。一起看看镗孔究竟应如何加工。
镗刀安装
安装镗刀工作部是非常重要的,特别是针对采用偏心原理的工作调整,安装镗孔刀后一定要注意观察镗刀的主刀刃上平面,是否与镗刀头的进给方向在同一水平面上?安装在同一水平面上才能保证几个切屑刃是在正常的加工切削角度。
镗刀试镗孔
镗刀按工艺制造要求调整预留0.3~0.5mm余量,扩镗、配镗孔按初孔余量调整粗镗余量≤0.5mm,必须保证满足后续精镗加工余量。
镗刀安装借出后,需进行试镗验证镗刀调试是否满足粗镗要求。
镗孔要求
镗削加工前仔细检查工装、工件的定位基准、各定位元件是否稳定可靠
用卡尺检测待加工初孔的直径是多少?测算现在还有多少预留加工余量?
镗孔加工前检查设备(主轴)重复定位精度、动态平衡精度是否满足工艺加工制造要求
卧加镗孔试镗过程中须检查镗杆重力悬伸动态跳动值,合理修正切削参数减少加工离心剪切振动影响
按粗镗、半精镗、精镗步骤合理分配层镗削余量,粗镗余量约0.5mm为宜;半精镗、精镗余量约0.15mm,避免半精镗因余量过大产生让刀现象影响精镗余量调整精度
难加工材料、高精度镗孔(容差≤0.02mm)可增加精细镗加工步骤,镗削余量不小于0.05mm避免加工面弹性让刀
镗刀对刀过程中,须注意避免镗刀工作部(刀片和刀座)与对刀块发生冲击,损坏刀片及刀座导向槽使镗刀调整值发生变化影响孔径加工精度
镗削加工过程中注意保持冷却充分,增加加工部位的润滑效果以减少切削力
各加工步骤中严格排屑,防止切屑参与二次切削影响孔径加工精度与表面质量
镗削加工过程中随时检查刀具(刀片)磨损程度,及时更换以保证孔径加工质量;精镗步骤严禁更换刀片防止误差;每步骤加工后须严格执行过程质量控制要求,仔细检测实际加工孔径并做好记录,便于分析、调整完善镗孔加工
刀具磨损
在镗削加工中,刀具连续切削,易出现磨损和破损现象,降低孔加工的尺寸精度,使表面粗糙度值增大;同时,微调进给单元标定出现异常,导致调整误差使加工孔径出现偏差甚至引发产品质量故障。
刀片刃口磨损变化 ▼

加工误差
镗孔加工的加工误差反映在孔加工后的尺寸、形位及表面质量变化上,主要影响因素有:
刀杆长径比过大或悬伸过长
刀片材质与工件材质不匹配
镗削用量不合理
余量调整分配不合理
初孔孔位偏移导致余量周期性变化
工件材料高刚性或低塑性,刀具或材料呈让刀趋势
表面质量
镗削已加工表面的鱼鳞状或螺纹状切纹,是比较常见的表面质量现象:
主要因刀具的进给和转速不匹配造成 ▼

主要因镗削加工的刚性振动及刀具磨损造成 ▼

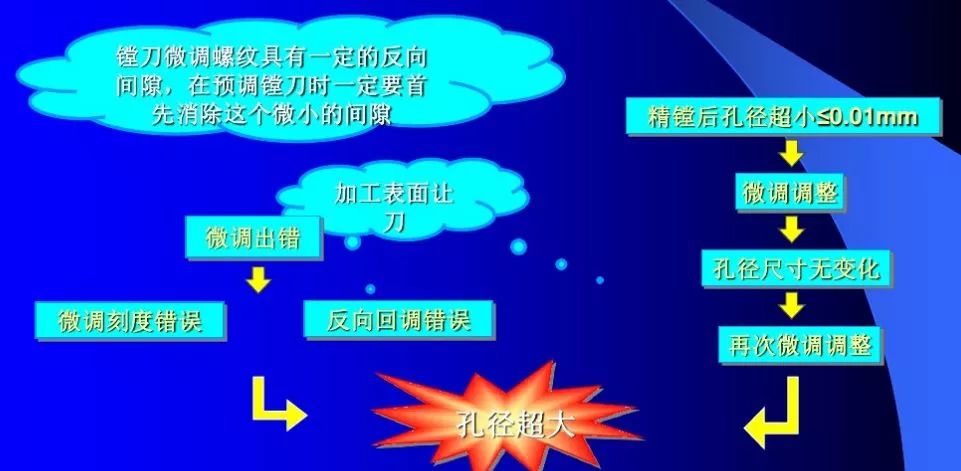
调整失误
镗削加工中由于需要操作人员调整分配层吃刀量,在调整分配进刀余量过程中因操作不当易引发加工尺寸精度偏差。
测量误差
镗削加工中、加工后测量过程的量具使用不当、测量方式错误,是镗削加工中常见的质量隐患。
测量工具失误
测量方法不正确
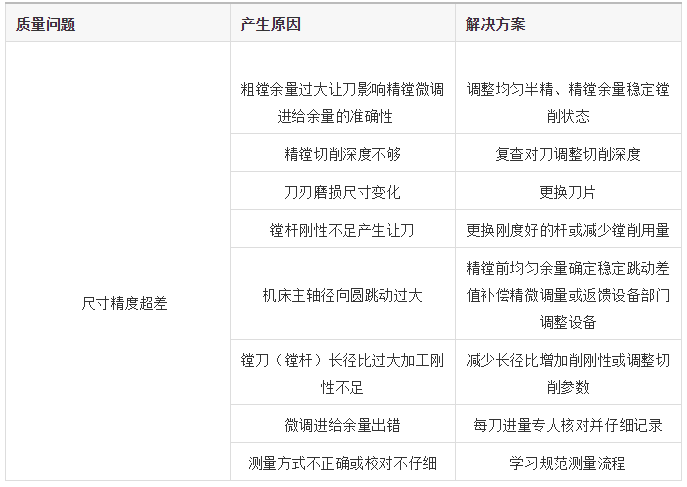
典型镗孔加工质量问题分析 ▼