G52局部坐标系偏置
启用格式: G52 X_ Y_ Z_
取消格式: G52 X0. Y0. Z0.
指令说明:
G52:启用或取消坐标系偏置命令
X、Y、Z:分别表示加工坐标系偏置的矢量方向与距离
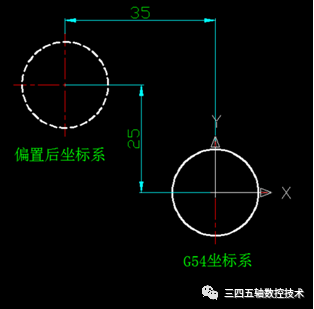
图形示意:
G54 G52 X-35. Y25.
实际运用案例说明:
案例1
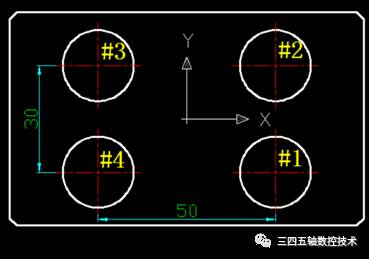
笔者以坐标系为圆心,编写了一个铣孔子程序
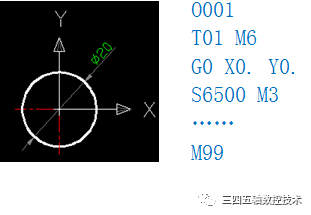
然后利用该子程序分别铣#1、#2、#3、#4,如下图:
程序内容如下:
O8000
G91 G28 Z0.
G90 G54
G52 X25. Y-15.(铣#1)
M98 P1(呼叫O001)
G52 Y15.(铣#2,因X值相同,故省略)
M98 P1 (呼叫O001)
G52 X-25. Y15.(铣#3,因X值相同,故省略)
M98 P1 (呼叫O001)
G52 Y-15. (铣#4,因X值相同,故省略)
M98 P1(呼叫O001)
G54 G52 X0. Y0.(取消X、Y轴偏置)
M5
……
M30
使用G52通过主程序呼叫子程序,实现连续加工4个不同位置相同孔。
案例2:
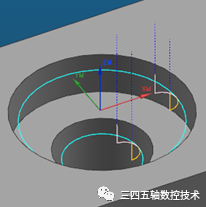
笔者以D6*90°倒角刀对产品进行倒角,加工后,发现底部倒角过小,故采用G52进行调试。
程序内容如下:
%
O001
T01 M06
G90 G54
G0 X3.2 Y-2.5 S6500M03
G43 Z10. H01
……(顶部倒角,省略)
G0 Z10. (抬刀,准备加工底部倒角)
G54 G52 Z-0.1(启用局部坐标系,G54坐标系Z轴下降0.1)
G0 X8.7 Y-2.5
Z1.5
G1 Z-1.5 F1600
G3 X10.7 Y-.5 I0.0J2.
……(底部倒角,省略)
G0 Z10.
G54 G52 Z0. (取消局部坐标系)
M05
……
M30
%
使用注意事项:
1、该指令用于偏置G54~59、G54.1P1~G54.1P48坐标系,根据多年实战经验,在使用多个坐标系加工时,为防止失误。建议在启用或取消时,在G52指令前添加坐标系。(如:G54 G52 X_ Y_ Z_)
2、记得曾有数控人员说机床不用取消G52也没有出现问题,这是因为G52的取消也可以通过系统参数自动取消。
例如:FANUC Oi Mater-MD系统,可以通过以下参数设置
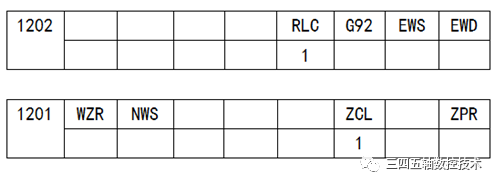 注:1202选项中的RLC,这个定义系统复位或M30程序结束后是否取消局部坐标系。(0:不取消;1:取消)
注:1202选项中的RLC,这个定义系统复位或M30程序结束后是否取消局部坐标系。(0:不取消;1:取消)
1201中的ZCL选项,也起到一定的功效,这个定义执行手动返回参考点后,是否取消局部坐标。(0:不取消 1:取消)