CNC加工中心G27 G28 G29 G30指令是什么意思?怎么使用?
机床参考点可为分为(1)机床零点 (2)加工坐标系原点(G54-G59) (2)换刀点。
G27:参考点返回检查
指令格式:
G27 Z_ 或G27 X_ Y_
指令说明:
X、Y、Z值是加工坐标系(G54-G59)到机械零点的向量值。刀具以G0方式返回机床零点。用于检查机械零点复归灯是否被"点亮"。若X、Y、Z 灯皆亮,则表示加工坐标系原点位置正确;若此灯不亮,则表示该轴向的加工坐标系原点位置有误差,程序将自动中断执行,且出现警示讯息(PS 0092报警-FANUC Oi Mate MD)。
使用注意事项:
使用G27指令时,若程序前面有使用G41或G42,则必须先用G40将刀具半径补偿取消,方可使用。
为什么要使用该指令呢?
1、因CNC机械通常是24小时运转,为了提高加工的可靠性及工件尺寸的正确性,可用此指令来核对坐标系原点的正确性。
2、比如机床撞机时,可能会出现指令值与机床刀具位置出现偏差,这样运行G27指令所回到的参考点就不是机床的零点了,那么机床就会报警,这样就可以知道机床是不是存在位置误差,正常情况下执行了G27指令,机床回到的位置是参考点,那么返回参考点指示灯亮,否则报警。
程序实际运用说明:
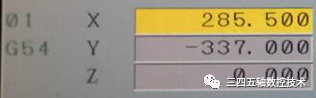
首先要知道G54加工坐标系数值,如下图:
然后要知道刀具长度补偿值,如下图:

程序内容如下:
O001
T1 M6
G90 G54
……
G0 Z30.(安全高度)
G40(必须取消刀具半径补偿)
M5 M9
G27 Z250.(返回机床Z轴零点进行校验)
G27 X-285.5 Y337.(分别返回机床X、Y轴零点进行校验)
M30
%
程序说明:
G27 Z250.(Z值由刀具长度补偿表得知,使用该指令时,程序前面如果使用过G52或者EXT坐标系偏置,相应的数值也要包括其中进行计算,得到正确的坐标系原点与机床零点的Z轴距离)
G27 X-285.5 Y337.(由G54坐标系表得知,坐标系原点与机械零点的X、Y轴距离分别为285.5 、337. 由于是往机床零点方向返回,所以X为-285.5、Y为正337.进行回零点校验。)
G28:自动返回至参考点
指令格式:
G28 Z0. 或G28 Y0. 或G28 X0. Y0.;
指令说明:
其中X、Y、Z值为回到机床零点经过的中间点位置坐标,指令执行后,所有的受控轴都将快速定位中间点,然后再从中间点返回机床零点。
什么情况下使用该指令呢?
一般用于程序结束时,使机床X、Y、Z轴分别返回到机床零点,方便操作员工件的装夹与取料。
程序实际运用说明:
程序内容如下:
%
T1 M6
G90 G54
……
G0 Z30.
G40 (必须取消刀具半径补偿)
M5 M9
G91 G28 Z0.
G28 X0. Y0.
M30
%
程序内容说明:
G91G28 Z0.(使用G91增量编程,由于Z值为零,也就是机床直接从当前停留点返回到机床Z轴零点,如果Z为10.时,机床Z轴将会向上移动10mm,然后返回机床零点)
G28X0. Y0.(由于前一段程序采用G91编程,G91属于模态指令,故此行G91可以省略。由于X、Y值为零,所以机床直接从当前停留点分别返回到机床X、Y轴零点。如果X为10. Y为10.,那么机床X轴将向右边移动10mm,Y轴向机床零点正方向移动10mm,到达此点后,然后返回机床零点。)
G29:从参考点移动
指令格式:
G29 Z_ 或 G29 X_ Y_ ;
指令说明:
X,Y,Z坐标值是执行完G29后,刀具应达到的坐标点。他的动作顺序是从机床零点快速到达G28刚才经过的中间点,再从中间点移动到G29指令的坐标值,其动作与G00动作相同。
使用注意事项:
这条指令须跟随在G28指令后使用。
程序实际运用说明:
程序内容如下:
%
T1 M6
G90 G54
……
G0 Z30. (安全高度)
G40 (必须取消刀具半径补偿)
M5 M9
G91 G28 Z0.
G28 X0.Y0.
T2 M6
G29 X0.Y0.
G29 Z0.
G90 G54
……
M30
%
程序说明:
G29 X0. Y0.(由于G29前面采用的是G91增量编程,G91属于模态指令,故此行G91可以省略。由于X、Y值均为零,所以机床直接从机床零点返回到G28刚才所停留的中间点位置,如果X为50.Y为50,那么机床到达G28的中间点后,然后会以此处为参考点,X轴会向右边移动50mm,Y轴向机床零点正方向移动50mm,定位到指定位置)
G29 Z0.(由于Z值为零,所以G29直接定位到G28中间点的高度,如果Z为50. 那么G29到达G28中间点的高度后,会再向上移动50mm,定位到指定位置)
G30:返回刀库换刀点
指令格式:
G30 Z0.(直接使用)
指令说明:
该指令用于刀库换刀时,机床Z轴抬高到换刀点,然后进行换刀操作。此点由系统参数值设定。(如FANUC Oi MateMD系统由参数1241设定)
什么情况下使用该指令呢?
(1)在MDI模式下手动编写用于人工换刀。
(2)用于程序之间多把刀具进行加工时刀具的互换。
程序实际运用说明:
程序内容如下:
%
T1 M6
G90 G54
……
G0 Z30.
G40 (必须取消刀具半径补偿)
M5 M9
G30 Z0.(返回到换刀点)
T2 M6 (开始进行换刀)
……
M30
%