这段时间由于工作比较忙,没有来的急更新文章,今天笔者抽点时间给大家讲一讲数控系统参数吧。学习是一种日积月累的过程,根据多年的实践,笔者对常用的数控系统编程参数分享给大家,下面以FANUC OI MD数控加工中心为例。
1、小数点问题
首先我们来看一段程序,例如G1 X1. 它表示X轴移动1毫米,如果我们一不小心把它写成了G1 X1 ,会有什么问题呢?那么在程序运行中,机床X轴只移动了0.001毫米,这就是小数点的问题。这个看似很小的问题,但给我们编程带来了不小的麻烦,影响编程效率,还容易出错,此时我们可以通过修改系统参数3401中的DPI选项,如设为“0”时,表示输入整数时需带小数点,为“1”时, 表示小数点可以省略,以后就少了这个麻烦,参数如下:

2、G73断屑钻中的d值
钻孔中的d值很少有人关心过,首先我们来看一下断屑钻的格式:
G73 X_ Y_ Z_ Q_ R_ F_
然后再来看一张G73的动作示意图:
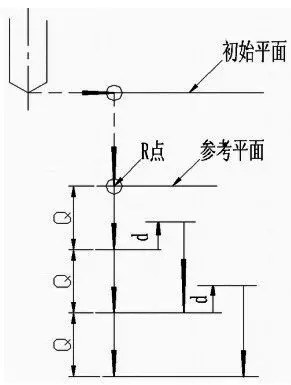
那么我们看到了里面有一个Q值,它是每次循环时钻的深度,例如Q3,表示每次钻3毫米深,然后刀具向上退一个d值的距离,从这个位置开始继续钻d+3毫米深,反复循环,直到钻到Z值深度为止,那么这个过程呢,就会循环很多个d值,钻孔的时间就会加长,影响了加工效率。此时我们可以通过修改系统参数5114 来解决,根据笔者的经验一般可设为0.3-0.5毫米,这样对于大批量多孔加工有很好的提高效率作用。
3、G83断屑钻中的d值
这个和上面的那个差不多,我们先看格式
G83 X_ Y_ Z_ Q_ R_ F_
然后再看一张G83的动作示意图,
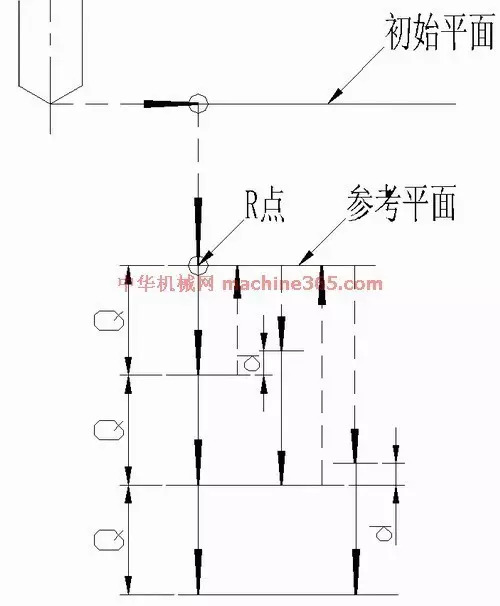
感觉这个和我们的G73差不多,但不同的是,刀具会退到我们的R值或安全高度,然后又快速下到刚才钻孔的深度向上抬高一个d值的距离位置,然后以F值的速度再往下钻一个d+Q的深度,然后再抬到R值或安全高度,反复循环,直到钻到Z值深度为止,那么这个过程中,就会循环很多个d值,钻孔的时间就会加长,影响了我们的加工效率。此时我们可以通过修改系统参数5115 进行优化,根据笔者的经验一般设为0.3-0.5毫米,这样对大批量多孔加工有很好的提高效率作用。
4、G84/G74攻牙中的d值
这个d值和G73中的d值是一个意义,意思为退刀量,在此就不再详述,它的系统参数为5213,推荐值为0.3-1。
5、G76/G86 镗孔问题
我相信很多初次镗孔的人,都有过搞不明白镗刀刀尖到底往那个方向偏移,那么笔者就这个问题来详细的聊一聊吧。首先我们来看一下精镗孔的格式:
G76 X_ Y_ Z_ Q_ R_ F_
然后我们将镗刀刀尖在定向于左侧来讲解吧,请看刀尖的方向示意图,
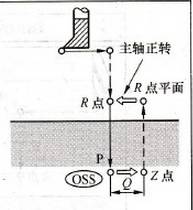
主轴在定位状态时(通过机床操作面板“主轴定位”键或在MDI界面输入M19进行定位),我们的镗刀刀尖的方向要装于我们左侧,如果镗刀不能定位于左侧时,我们可以通过修改系统参数4077/4031其中任意一个都可以改变我们的主轴定位角度。
然后我们再来看一下格式中的Q,它表示刀尖向某一方向的平移量,有人可能会问,它会向那一个方向平移呢,其实这个是可以通过系统参数5148来进行控制。如下图:
5148 | G76/G87 ESCAPE | 偏移方向 |
X | 1 | 向加工坐标系X轴负方向(←)偏移一个Q值 |
Y | 1 | |
Z | 1 |
为了让大家懂的更多,我们再来看一看其它的方向设定值
5148 | G76/G87 ESCAPE | 偏移方向 |
X | -1 | 向加工坐标系X轴正方向(→)偏移一个Q值 |
Y | -1 | |
Z | -1 |
5148 | G76/G87 ESCAPE | 偏移方向 |
X | 2 | 向加工坐标系Y轴负向(↑)偏移一个Q值 |
Y | 2 | |
Z | 2 |
5148 | G76/G87 ESCAPE | 偏移方向 |
X | -2 | 向加工坐标系Y轴正方向(↓)偏移一个Q值 |
Y | -2 | |
Z | -2 |
掌握了这些参数,还怕分不清方向吗。
6、M29刚性攻牙问题
经常有人会问,法兰克系统攻牙时用不用在G84前面加M29指令,以及我们在一些数控资料书籍上也会讲到M29指令,对于M29都没有一个肯定的详细的解答。如果你想理解这个问题,你首先要知道它的作用是干嘛。为了保持用同一丝锥多次循环攻一个牙孔时,保持主轴角度与Z轴位置同步,起到了一个不至于出现乱牙的现象,这种攻牙方式被称为刚性攻牙,如果我们的刚性攻牙参数未打开,并多次循环攻一个牙就需要在G84前面加M29,不过也可以通过修改系统参数 5200 中的G84选项进行设置,当此选项为“0”时,需要在G84指令前加M29;如果为“ 1”时,就不用加M29,与普通攻牙格式相同,如下图:

7、G52指令的设置
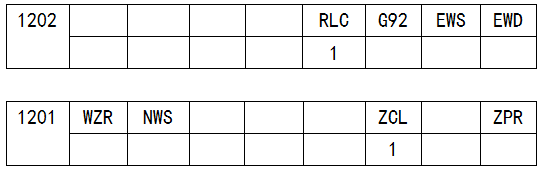
在使用G52的时候,我们经常会忽略一件事,就是忘了取消G52,然后手动去编辑一段程序G52 X0 Y0 Z0进行取消,这个是一件比较麻烦的事,有没有更简单的方法呢?答案是有的,我们可以通过修改参数1201选项中的RLC,给我们操作时带来操作时的一些便捷,将设为“0”时,表示系统复位或M30程序结束后,不取消G52局部坐标系;设为“1”时,表示系统复位或M30程序结束后,取消局部坐标系。另外还有一个参数1201中的ZCL选项,也起到一定的功效,这个是定义执行手动返回参考点后,要不取消局部坐标,当设为“0”时,表示不取消,设为“1”时,表示取消。如下图:
8、G54指令设置
因为大家经常用G54坐标系,所以习惯的认为开机时系统默认的就是G54坐标系,其实不然,这个也是通过系统参数的控制的,在系统参数1201选项中的WZR,当#7(WZR)为“0”时,表示在开机或系统复位时将工件坐标系不置于G54;设为“1”时,表示在开机或系统复位时将工件坐标系置于G54;如下图:

9、坐标系数据
在加工过程中,我们经常要建立加工坐标坐标系,那么这些数据都存放在那里呢?以下是常用坐标系数据存放的地方。以供机床数据的读取与计算。
1220 | 坐标系偏移数据 |
1221 | G54数据 |
1222 | G55数据 |
1223 | G56数据 |
1224 | G57数据 |
1225 | G58数据 |
1226 | G59数据 |
10、程序保护功能
如何将自己的程序保护起来,不让别人私自修改或意外删除呢?例如我们的换刀程序9001-9002,这个就是通过系统参数3202设置保护起来的。请看下图参数设置:

设置#4(NE9)为“0”时:解除宏程序保护9000-9999,为“1”时:开启宏程序保护9000-9999;设置#0(NE8)为“0”时:解除宏程序保护8000-8999,为“1”时:开启宏程序保护8000-8999;
11、M198子程序调用
在程序传输中,我们会经常遇到一些程序容量比较大的程序,那怎么办呢 ?今天笔者要分享的就是M198调用外部设备子程序,如U盘或CF卡的程序都是可以调取的。我们将系统参数102设定为“3”就可以解决这么问题。
注意了,调用的时候程序名必须是以字母“O”开头,否则会出现SR1966文件号未找到报警。另外程序名不能有后缀名,如.NC .TXT格式,将其后缀名删除即可,如果有的话就会出现PS1066程序未找到报警。
举例说明:
O8000(主程序) G90 G17 G40 G49 G80 G91 G28 Z0 M198 P100 L_(次数) G91 G28 Z0 G28 Y0. M30 | O100(子程序) T1 M6 G90 G54 G0 X0 Y0 …… …… M99 |
朋友们,如果你学会了,赶紧试一试吧,让自己机床性能的更加的优越。
好了,今天我们就聊到这里,如果你有什么疑问或想交流的,可以扫下方二维码加笔者为好友,期待着与大家更深入的交流,同时也欢迎大家对文章进行分享与转载。