G代码解释:
G98:返回安全平面
G99:返回起始平面
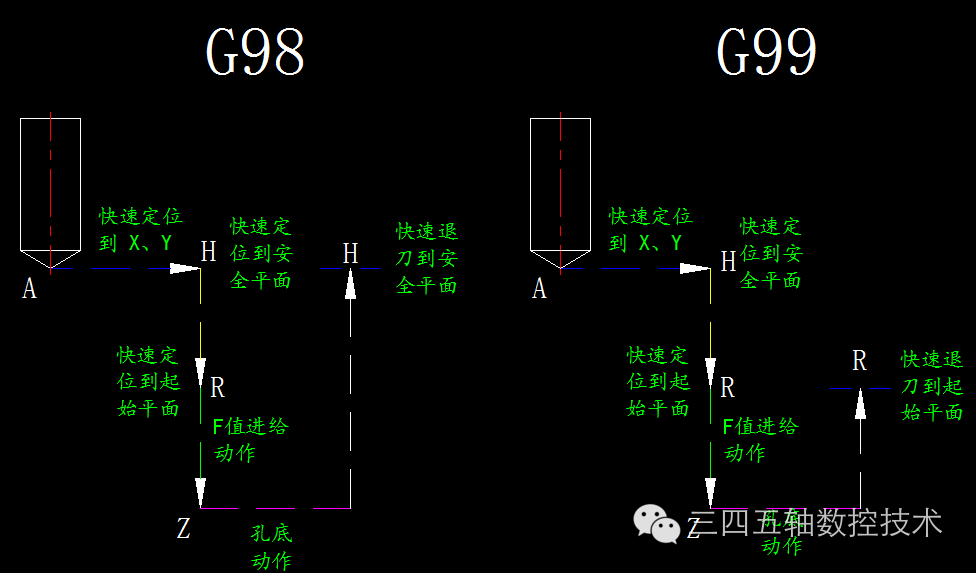
G98/G99 动作循环对比示意图
提示:FANUC系统默认模态指令为G98,返回到安全平面(程序中可省略不写)。在不影响避让工装夹具时,特别是在批量加工零件中,为了提高钻孔加工效率,可以在固定循环指令后面写入G99,减少刀具的提高高度,充分的提高加工效率。
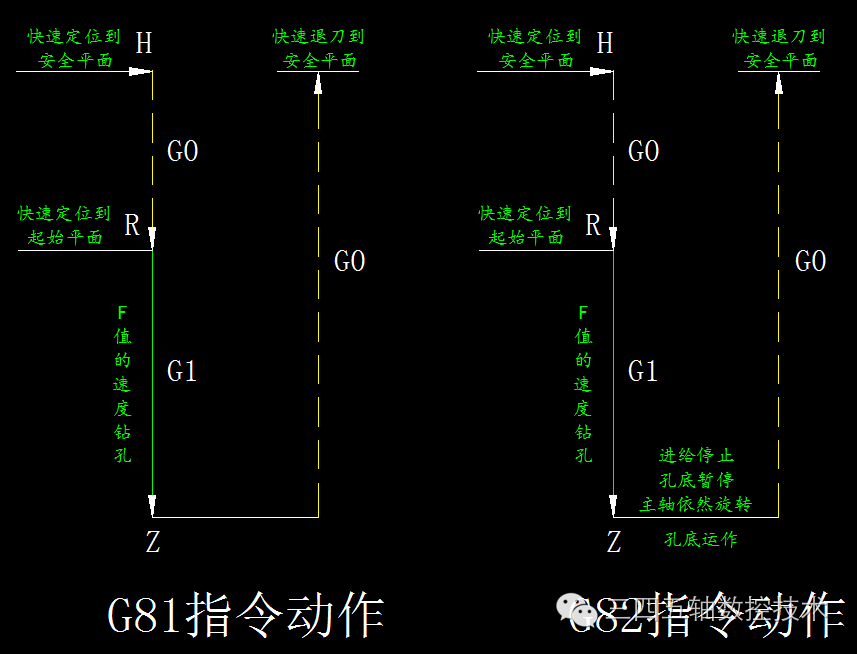
G81、G82动作循环对比示意图
1、G81钻孔加工循环指令格式为:
G81 G98/99 X__ Y__ Z__ R__ F__
说明: (1)X、Y为孔的坐标值位置;
(2)Z为孔的加工深度;
(3)R为起始高度;
(4)F为进给速度(mm/min);
运动过程如下 :
(1)钻头快速定位到孔加工循环起始点(X,Y);
(2)钻头沿Z方向快速运动到安全平面(H);
(3)钻头沿Z方向快速运动到起始平面R;
(4)钻头以F值的G1速度钻孔,直到钻到Z值深度为止;
(5)钻头快速退回到起始平面R或退回到安全平面(H);
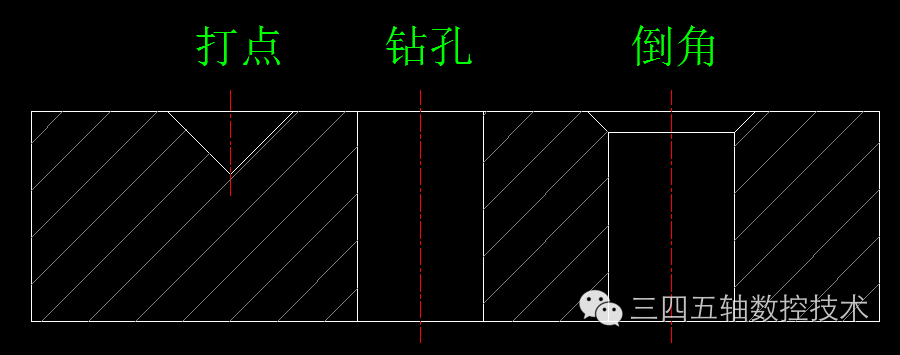
 经验:该指令一般用于钻中心点,加工孔深小于5倍直径的孔或倒角。例如加工铝板,塑料、铜、等易切削材料可一次性钻到孔底,极大的提高了钻孔效率。
经验:该指令一般用于钻中心点,加工孔深小于5倍直径的孔或倒角。例如加工铝板,塑料、铜、等易切削材料可一次性钻到孔底,极大的提高了钻孔效率。
2、G82钻孔加工循环指令格式为:
G82 G98/G99 X__ Y__ Z__ R__ P__ F__
说明:(1)X、Y为孔的坐标值位置;
(2)Z为孔的加工深度;
(3)R为起始高度;
(4)P为暂停时间,单位为ms(毫秒);
(5)F为进给速度(mm/min);
运动过程如下 :
(1) 钻头快速定位到孔加工循环起始点(X,Y);
(2) 钻头沿Z方向快速运动到安全平面(H);
(3)钻头沿Z方向快速运动到起始平面R;
(4) 钻头以F值的速度钻孔,直到钻到Z值深度为止;
(5)钻头在孔底作进给停留动作,主轴依然转动;
(6)钻头快速退回到起始平面R或快速退回到安全平面(H)。
 经验:该指令一般用于锪平面、锪沉头、埋头孔加工,倒角、因在孔底作停留动作,有利于孔底平面、倒角更加光滑。也可用于钻中心点,用于钻钢料或较硬的材质,有利于中心点角度的形成。
经验:该指令一般用于锪平面、锪沉头、埋头孔加工,倒角、因在孔底作停留动作,有利于孔底平面、倒角更加光滑。也可用于钻中心点,用于钻钢料或较硬的材质,有利于中心点角度的形成。
标签: 数控CNC





