下面来说正经事.
首先后处理基于Mastercam原装的"Generic Fanuc 5X Mill.pst"
此后处理为发那科后处理,但不支持Fanuc代码中G43.4 G68.2这类高级功能.
本篇的终极目标实际上是保证后处理基本能用,真想要保证发挥机床全部功能.
最佳的方案是订制后处理....
五轴后处理因为机床结构复杂情况多样,并不像三轴后处理那样基本只需要对生成的代码掐头去尾就能保证使用.
在定义五轴后处理时,需要你先了解机床的下列各种信息:
机床结构
主要轴/次要轴
轴零点/轴方向
旋转轴轴行程限制
摆长
旋转轴零点补偿
这6点是硬性要求,必须填写正确才能得到正确的代码.
除此之外还有部分信息:
旋转轴运动方式
旋转轴进给方式
超程重新连接定义
线性轴限定
安全连接限定
....
部分信息就是非必要的但又不会明着讲的功能,所以咱们只谈谈必要的六个条件.
1.机床结构
首先,五轴机床根据自身结构可以分为
TT/HT/HH三大类型.
TT类型为双转台机床结构
HT类型为转台+摆头结构
HH结构为双摆头结构
以上图片来自互联网..
确定好了机床结构后,在后处理中找到
mtype : 0
mtype设置为1/2/3对应上面图片中的TT/HT/HH结构.
而345则为非正交结构的TT/HT/HH
啥是非正交?赶紧去百度下!
2.确认主要轴/次要轴
五轴机床有两根旋转轴,后处理要确定那根是主要旋转轴,那个是次要旋转轴.
但如何确定主要跟次要是基于后处理.而不是基于实际机床中的第一轴第二轴.
而MC确认主要次要是个非常恶心的事情,因为其确认方式很难理解~~
实在看不懂那段英文写的是什么鬼东西...
不过也有简单的方法.那就是通常能旋转360度的那个是主要...
例如DMG DMU50机床TT结构BC旋转轴,其中C轴能旋转360度那么C就是主要旋转轴.B就是次要旋转轴.其他结构基本也是一样方法确定.
确认好了之后定义主要/次要旋转轴的代码前缀
str_pri_axis : str_sec_axis : str_dum_axis : str_n_a_axis : str_n_b_axis : str_n_c_axis :
上面的是为mtype为012时使用,下面则是mtype为345时使用
str_pri_axis : "C" #定义主要轴的前缀
str_sec_axis : "B" #定义次要轴的前缀
注意这里只是前缀,并不是真正意义上的轴定义.
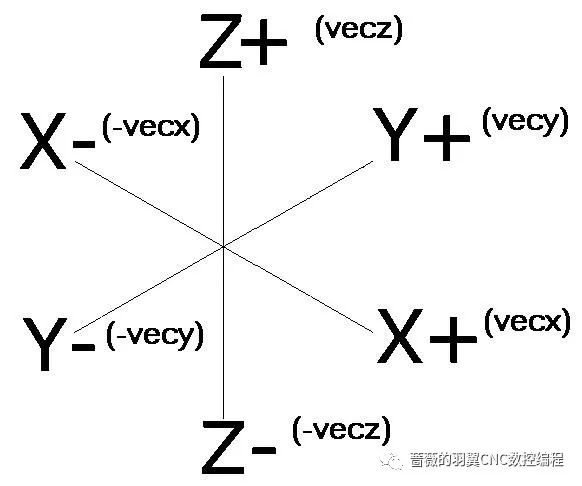
3.确认轴零点/轴方向
定义好了主要轴和次要轴.下面就要设定旋转轴的0点以及旋转的正方向了.
= vecy = vecx
这里是定义主要轴.也就是C轴的零点和方向.
首先要知道C轴是围绕这Z轴旋转的.
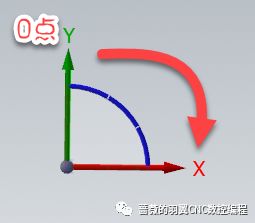
rotaxis1$ = vecy #Zero
表示指向正Y时为C轴0点位置(对应上图)
rotdir1$ = vecx #Direction
表示旋转的正方向为从正Y到正X旋转
具体对应的0点与旋转方向则根据实际机床定义
= vecz = vecx
下面这行则是次要轴B的零点以及旋转正方向定义.
用于定义的变量则有下面所列出的:
4.旋转轴轴行程限制
定义完成正负旋转轴方向零点,然后还需要定义旋转轴超程限定了.
auto_set_lim : 1 : 0 : 0
首先确保 auto_set_lim : 1 以启用限定检查
然后设定主要轴限制
: -9999 : 9999 : -9999 : 9999
次要轴限制
: -9999 : 9999 : -9999 : 9999
其中pri_limlo$/pri_limhi$为软行程限定
而pri_intlo$/pri_inthi$为物理限制
通常设定一致即可.
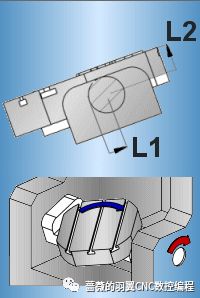
5.摆长
对于摆头机床,在没有RTCP功能时,需要知道枢轴中心距.也就是摆头的回转中心到刀具中心的位置.
use_tlength : 0 toollength : 0 shift_z_pvt : 0
当use_tlength设置为0时使用toollength变量固定值.
而当use_tlength设置为1时,则使用Mastercam中刀具长度
use_tlength设置为2时,则在后处理时提示用户手动输入长度.
shift_z_pvt则是是否全部计算还是减除刀具装配长度
6.旋转轴零点补偿
部分机床回转中心并非重合,而是有偏差.这就需要在后处理中设定相应的偏差值
saxisx : 0 saxisy : 0 saxisz : 0 r_intersect : 0
其中saxisx/saxisy/saxisz来设定相应的X,Y,Z偏差
n_saxisx : 0 n_saxisy : 0 n_saxisz : 0 n_r_intrsct : 0
而n_saxisx则是为非正交机床使用.
基本上来说,主要的几处后处理参数设定就是这样的..
但实际改起来远比想象的复杂....


好在我有可以驱动仿真的后处理.只要定义好机床仿真中的参数,后处理改起来可以说是所见即所得.
标签: mastercam后处理



![[后处理]让Mastercam后处理输出三菱控制器攻丝的F值](http://www.quan6688.com/zb_users/cache/thumbs/ccae2cb9e179aff0d87e46c9917ab61e-320-200-1.png "[后处理]让Mastercam后处理输出三菱控制器攻丝的F值")