摘要:本文介绍了车铣复合中心铣削加工由两段圆弧组成的曲轴曲柄销过渡圆角的加工技术,提高了产品质量和生产效率。
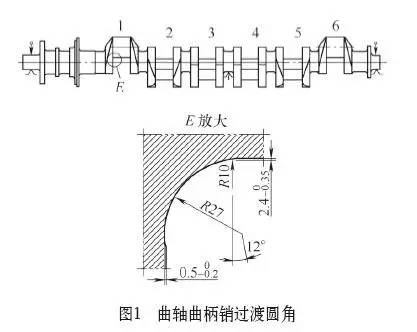
中高速柴油机(9 000kW)大型曲轴:长5 730mm×主轴颈直径3 7 0m m× 曲柄销直径350mm,成品质量6 200㎏,是目前国内中高速柴油机中规格最大的曲轴。曲轴零件如图1所示, 曲柄销过渡圆角是指曲柄销与曲臂联接的过渡圆角, 尺寸R 27mm×R 10mm,主轴颈方向切深2.4mm,曲柄臂方向切深0.5mm。该部位对应力集中非常敏感,过渡圆角对提高曲轴疲劳强度和使用寿命有非常重要的意义,直接影响柴油机的质量和使用寿命。
1. 传统加工方法
传统的曲轴曲柄销过渡圆角加工方法,是在曲轴专用车床上,用圆弧车刀走程序加工。曲轴固定在工作台上,刀盘绕曲轴旋转切削,每加工一拐,工人都必需吊装移动6t多的曲轴,重新定位、装夹和对刀。加工出的过渡圆角形状不精确、表面质量差,由于曲轴变形大,过渡圆角形状很不规则,圆周方向深浅不一,钳工打磨工作量大。由于机床性能不稳定,对工人技能要求很高,曾经由于加工该部位时扎刀,报废过一根曲轴,故加工风险很大。
曲轴生产线购进车铣复合中心后, 过渡圆角铣削刀具选用粗、精两把球头铣刀铣铣削加工,粗铣刀采用镶刀片结构,精铣刀为整体高速钢焊接结构。在车铣中心上,用球头铣刀铣削过渡圆角,刀具悬伸太长,刚性差,振刀严重。
2. 技术方案
曲轴生产线购进车铣复合中心后,该设备为国内首台首制,没有成熟的设备使用经验。现除过渡圆角加工工序外,即可实现磨削前所有要素加工。为提高零件的加工质量和生产效率,对整个曲轴的加工工艺过程进行了优化、改进,粗加工、半精加工分别上一次车铣中心,即可实现磨削前所有要素加工。过渡圆弧加工工序如果安排在车铣复合中心进行,将会大大提高曲轴生产效率。为了克服上述现有技术中的不足,为车铣复合中心设计选型一种专用曲轴圆角加工盘铣刀,在车铣复合加工中心实施曲轴曲柄销过渡圆角加工,使大型曲轴加工封闭在车铣复合加工中心和磨床上,提高曲轴加工工艺稳定性和生产效率,提高曲轴产品质量。
刀具方案确定是解决圆弧加工的瓶颈。前期其他机型曲轴配置的刀具为球头铣刀,在使用过程中,该刀具暴露出振刀严重,表面粗糙度值达不到图样要求,刀具磨损快的缺陷,且球头铣刀加工方案只能加工单一圆弧的过渡圆角,两种以上圆弧铣削加工国内暂无成功经验。
曲柄销过渡圆角专用铣刀设计选型。刀具方案制定时,首先需要考虑盘铣刀铣削加工时,机床、刀具与工件不能发生干涉、碰撞现象,同时还需考虑铣刀对曲轴不能产生过切现象,并且加工的圆弧形状尺寸必须满足图样要求。通过对机床结构、零件结构进行分析, 利用模拟仿真技术,最终确定刀具参数。
该型曲轴曲柄销过渡圆角为R 27mm×R 10mm(见图2),是由2段圆弧组合形成的光滑过渡圆角,用传统的刀具和方法无法加工。针对这种问题,我们设计了成型盘铣刀,由R 27mm和R10mm两种圆弧刀片,搭接组合形成完整的R 27mm×R 10mm过渡圆角。为防止刀具与机床附件发生干涉,经过计算机模拟作图分析,确定刀盘直径为125mm,带内冷,刀片数量12个,其中R 27mm的9个,R 10mm的3个,有效齿数z eff=3;刀具长度308mm。为保证刀具足够的刚性和强度,刀杆直径为80mm,与机床接口为CAPTO C8。为防止刀具在切削时发生振刀现象,配置了重金属减振刀杆。
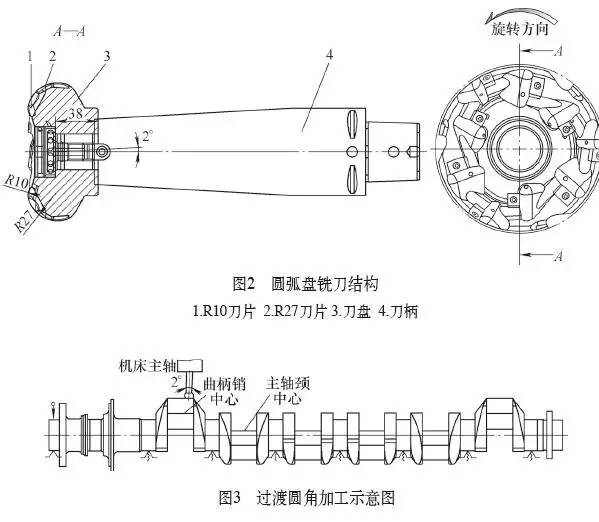
装刀方式为加工时机床主轴倾斜2°。车铣复合中心共有5个控制轴,数控系统为西门子840D,可以实现任意3轴联动。曲轴在车铣复合中心上旋转时,曲柄销的位置也随着旋转, 要加工该部位的过渡圆角,刀具就必须随着曲柄销的位置变化而移动。我们采用随动铣削的加工方法进行加工,就是刀具切削部位始终和曲柄销的过渡圆角保持相切。为了避免铣刀远端与曲柄销产生过切,加工时机床主轴必须倾斜2°。曲轴绕主轴颈中心回转,主轴沿X 、Y 轴方向上下、左右移动,铣刀与曲轴始终保持相切位置,三轴联动铣削加工。具体加工如图3所示。
进刀方向为垂直进刀。由于曲柄销过渡圆角与曲柄侧面切深很浅,只有0.5mm,从曲柄侧面最浅处垂直进刀,简化了程序,避免45°方向进刀时在曲柄销上加工出一小平面。
加工出的曲轴曲柄销过渡圆角形状用设计的样板检验,表面粗糙度值用粗糙度测量仪检测。
3. 效果
实现了曲轴曲柄销过渡圆角为两段圆弧的铣削加工,提高了产品质量和生产效率。通过现场调试与跟踪,这种方法在车铣复合中心加工出的圆弧,用样板检验符合图样要求,表面粗糙度值由原来的Ra=12.5μm提高到Ra=3.2μm。
原来在曲轴专用车床上,按单拐找正加工曲轴过渡圆角,包括找正每拐需8h,现在只需每拐2h,以某型12V曲轴为例,单件单工序可节约工时36h,生产效率显著提高。加工出的过渡圆角形状规整,表面质量好,减少了后续钳工手工打磨工作量,提高了产品质量,工艺稳定性好。
-End-
?本文发表于《金属加工(冷加工)》2017年第10期44页,作者:陕西柴油机重工有限公司田永维、杨忻、杨渊
?本文编辑:紫衣