数控圈-广数车床G代码全解广州数控车床GSK数控G代码是什么意思?
广数车床G代码全解广州数控 车床GSK数控G代码 是什么意思?
点击这里获取广数车床软件和教程
1.格式: N_ G0 X(U)_ Z(W)_ 》 其中: X(U),Z(W)为定位的终点坐标,X,Z分别为X轴和Z轴的绝对坐标,U,W分别为X轴 和Z轴的相对坐标,、相对坐标和绝对坐标用其中之一,不需移位的坐标轴可以 省略,相对坐标是相对于当前位置的位移量。 2.对于两个轴需要定位的情况,总是先两轴同时按照较短轴长度快速移动,再快速移动 较长轴的余下长度部分。 定位速度按照1号参数进行,可用H字段修改快速定位速度(41-43号参数为各轴限速) 例: 当前位置(250,400): N400 G0 X100 W-300
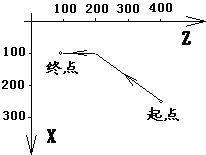
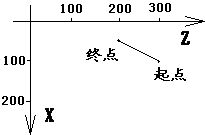
格式: N_ G1 X(U)_ Z(W)_ 》 其中, X(U),Z(W) 为直线的终点坐标 以当前位置为直线的起点, X(U),Z(W)字段给定的位置为终点进行直线插补。进刀的速度为切削进给速度,可用F字段或2号系统参数修改切削速度 使用步进电机时进给速度F<=1200.00可保证不失步。
例:当前坐标(100,300): N100 G1 X50 Z200 F100
数控圈 :
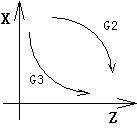
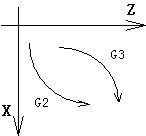
格式: N_ G2或G3 X(U)_ Z(W)_ R_ 或: N_ G2或G3 X(U)_ Z(W)_ I_ K_ 第一种格式是用园弧半径R进行编程,第二种格式是用园心相对于起点(起点即当前位置)位置(I,K)进行编程。使用步进电机时进给速度F<=1000.00可保证不失步。 其中, X(U),Z(W) 为园弧终点的坐标; R 园弧的半径; I 园心相对于起点的坐标在X轴的分量, G11状态为直径编程,G10状态为半径编程; K 园心相对于起点的坐标在Z轴上的分量; 园弧插补是按照切削速度进刀的。 G2为顺时针方向,G3为逆时针方向,如图示: 园弧插补自动过象限,过象限时自动进行反向间隙补偿。 用R编程时.若R>0,则为小于等于180度的园弧,若R<0则为大于等于180度的园弧。 后刀座车床圆弧方向图示: 前刀座车床圆弧方向图示:
格式:N_ G4 R_ 》
执行G4系统将延时等待R秒(最小单位为0.01秒)。
用G10定义编程的状态为半径编程,所有X轴方向的字段值都是半径编程的,这些字段有X(U),I,A,P,R,C等。半径编程状态下,0.01的值实际对应为X轴方向的0.01mm(X轴的步进单位为0.005mm)(值与实际距离相同)。 G10可与其定G功能同时出现在一程序段之中。 G11 直径编程(模态,初态) 用G11定义编程的状态为直径编程,所有X轴方向的字段值都是直径编程的,这些字段 有X(U),I,A,P,R,C等。直径编程状态下,0.01的值实际对应X轴方向的0.005mm(X轴的步进单位为0.005mm)(值为实际距离的两倍)。 G11可与其它G功能同时出现在一程序段之中。
格式: N_ G27 》 G27将消除G93设置的系统坐标偏置和刀具偏置并使系统回到工件坐标系,快速定位到机械零点并测试是否失步。执行G27时要确保系统处于零点减速信号负方向位置,若未安装机械零点或以前未回过机械零点,将出现E45报警。回机械零点后若测试到失步,将出现E41/E42报警。55和56号参数记录下X轴和Z轴回机械零点的偏差。10号参数的E41位=0有失步即出E41/E42报警,=1时失步的偏差大于0.02时才出E41/E42报警。 当G27与M28指令在同一程序段时,G27回到机械零点后系统不测试失步,将不会出现E41/E42报警。
格式: N_ G28 X(U)_ Z(W)_ 》 G28将快速定位到X(U),Z(W)字段给出的中间点,再快速返回程序零点并消除G93坐标偏 置和刀具偏置,并使系统回到工件坐标系。
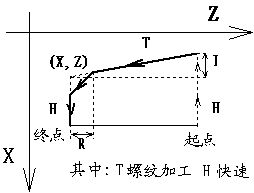
直螺纹或锥螺纹: 格式: N_ G32 X(U)_ Z(W)_ I_ P_ R_ D_ K_ 》 其中: X(U),Z(W) 定义螺纹底部位置的坐标 I 为锥度螺纹的锥度,省略为直螺纹。I的正负必须与X(U)的方向一致; P 为每英寸牙数2.20~100.00; R 为螺纹结束时的45度倒角在Z轴方向长度,省略则无45度退尾的功能; D0或无D值: 单头螺纹 D1~D9: 多头螺纹的头数 D100~D200:端面螺纹(单头) D201~D220: 单头螺纹R退尾角度=
D缺省、或D=210、或D<201、或d>220时退尾角度=45○,两轴退尾长度(X轴为半径值)相等;
D值在201~220间数值越大,退尾角度越小、退尾速度越慢:
D=201时退尾理论角度≈84○(最快速度退尾); D=220时退尾理论角度≈27○(最慢速度退尾);
最大退尾理论角度将受到螺距限制,螺距越大最大退尾理论角度将越小,螺距为12mm时最大退尾的角度为45○。实际最大退尾角度还受负载和驱动电源限制。
K 为使用的主轴转速(每分钟转数),小于实际转速时螺纹加工升降速更快; G32执行的过程如下: ① X轴方向先从当前位置(G32的起点)快速移动到X(U)+I的位置(螺纹的起点); ② 进行螺纹切削到Z轴方向的Z(W)位置,若有R字段则到Z(W)-R的位置; ③ 进行45度的R长度的退尾; ④ X轴方向快速回G32起点位置; ⑤ 若为多头螺纹(D>0),循环照样进行,但最后一刀结束时,Z轴不返回起点; ⑥ 若是多头螺纹,则重复①~⑤共D次; 前刀座 U<0,W<0 (其它方向类推)的图示:
端面螺纹: 格式:N_ G32? X(U)_ Z(W)_ P_ D_(英制) N_ G33 X(U)_ Z(W)_ P_ D_ (公制)终点 其中 X(U)为X轴方向(端面)螺纹加工的终点坐标。 Z(W)为Z轴方向的进刀量和进刀方向。 P为每英寸牙数(G32时),或螺距0.01~12.00(G33时)。 X螺纹 D>=100 表示进行端面螺纹加工 加工过程:(主轴已转动,前刀座U<0,W<0端面螺纹加工图示)Z进刀 ①Z轴进刀。 起点 ②X轴进行端面螺纹加工。 ③ Z轴退刀。 加工结束,停在编程的X坐标处,Z轴位置同起始位置相同。
格式: N_ G33 X(U)_ Z(W)_ I_ P_ R_ D_ K_ 》 其中:X(U),Z(W) 螺纹底部位置的坐标。 I 为锥度,正负必须与X(U)的方向一致,省略为直螺纹。 P 螺距,0.01~12.00mm。 R 螺纹结束的倒角长度,省略则无倒角,R>1.60。 D 见G32关于D值的说明。 K 为使用的主轴转速(每分钟转数),小于实际转速时螺纹加工升降速更快; 螺纹切削的其它说明 1. 螺纹切削要求配1200脉冲/转的主轴编码器; 2. 螺纹进给速度的计算公式: 英制螺纹速度=主轴转速*25.4/P; 公制螺纹速度=主轴转速*P; 3. 系统要求主轴转速≤1600转/分;切削螺纹的进给速度要求≤1800.00毫米/分; 4.? 加工锥度螺纹和螺纹倒角(45度退尾)的过程中,X轴的坐标显示不能实时更新; 5.使用K(主轴转速粗略值)来调整螺纹加工升降速控制,使用步进电机时不易失步,而使用伺服电机可以更快速;当使用几个程序段加工同一螺纹时,K值必须相同。螺纹加工升降速还与X,Z轴的起始速度参数(35和36号参数)有关。
格式: N_ G60? D_ X_ Z_ I_ L_ 》 其中 L=1~80为系统参数号,关于系统参数见§6系统参数设置。 D=0~20 为计算因子,分别作用如下: D=0: 使L号系统参数=0 D=1: 使L号系统参数=X D=2: 使L号系统参数=-X D=3: 使L号系统参数=Abs(X) ;取X的绝对值; D=4: 使L号系统参数=原值 + X D=5: 使L号系统参数=原值 - X D=6: 使L号系统参数=X+Z D=7: 使L号系统参数=X-Z D=8: 使L号系统参数=-X+Z D=9: 使L号系统参数=-X-Z D=10: 使L号系统参数=2X D=11: 使L号系统参数=X/2 D=12: 使L号系统参数=X * (Z的低字节值) ;低字节值: 0.00~2.55; D=13: 使L号系统参数=X / (Z的低字节值) ;低字节值: 0.00~2.55; D=14: 使L号系统参数=X*Z/I D=15: 使L号系统参数=Root(X*Z) ;X和Z的乘积开平方; D=16: 使L号系统参数=Root(X**2+Z**2);X平方,Z平方之和的平方根; D=17: 使L号系统参数=Root(X**2-Z**2) ;X平方,Z平方之差的平方根; D=18: 使L号系统参数=min(X,Z) ;X Z的最小值; D=19: 使L号系统参数=max(X,Z) ;X Z的最大值; D=20: 使L号系统参数=mod(X,Z) ;取摸,即X除以Z的余数; 系统内部用4字节来存放数据,为范围: -2147483648至2147483647的整数,使用参数运算时应确保数据在有效范围作运算。显示0.01的值,系统内部为1。 注意!:系统内部全部使用整数进行运算,0.01对应内部整数1,内部整数的范围是-999999999 至 999999999, 在使用G60进行运算时,要小心对待,并保证运算不溢出。
格式: N_ G61 L_ U_ W_ I_ D_ 》 其中 L1~L80为系统参数。L81~L83分别为当前X、Z、Y的绝对坐标值。 D 为跳转目的程序段号0~65535; U,W,I 为条件值(至少要有一个出现在程序段中); 它们的作用是: U: 若L号参数值=U, 则转D程序段; W: 若L号参数值>W, 则转D程序段; I: 若L号参数值<I, 则转D程序段; 当条件成立时,系统跳转到D程序段去执行,条件不成立,则顺序执行下一程序段。
格式: N_ G_ Z(W)_ P_ D_ K_ 》 其中G=74, 英制左旋牙; 75, 公制左旋牙; 76, 英制右旋牙; 77, 公制右旋牙; Z(W) 为牙底的坐标; D 为牙的头数≤99,省略为单头牙; 英制时 P=2.20~200.00牙/英寸; 公制时 P=0.01~12.00毫米/牙; K 为使用的主轴转速(每分钟转数),小于实际转速时螺纹加工升降速更快; 攻牙循环执行过程:
1).左旋牙:主轴反转(右旋牙:主轴正转),<若执行攻牙前主轴已转动,则不发出启动
主轴的信号 >; 2).攻牙到牙底(Z轴); 3).停主轴,反向间补(Z轴); 4).左旋牙:主轴正转(右旋牙:主轴反转); 5).退牙; 6).停止主轴; 7).若为多头牙,则循环①~⑥共D次; 主轴需装有1200脉冲/转的编码器和CNC控制主轴启停才能使用攻牙循环功能;
格式: N_ G78 Z(W) C_ P_ 》 (用于Z轴钻孔); 其中, Z(W) 为孔底坐标; C 为每次进刀量; P 为快速下刀时离加工过一次的位置的距离; 执行过程: 1.切削进刀C的深度; 2.快速退刀至起点; 3.快速进刀,深度为Cn-P; 4.切削进刀,距离为C+P, (Cn=Cn+C); 5.循环2,3,4,直至到达孔底; 6.快速退刀至起点,结束;
点击》》 广数车床G代码第二部分
广数车床编程
版权声明: 如果本文对你有帮助,欢迎点击上面赞赏我们。除非特别标注,否则均为本站原创文章,转载时请以链接形式注明文章出处。