文章设计了在普通钻床上加工斜孔的装夹工装,并通过实际应用,证明能完全满足加工需求。
公司生产的工件中, 有一批零部件,需要在圆筒的壁上钻孔,同时开有斜孔与壁上的孔相接通,如图1所示。
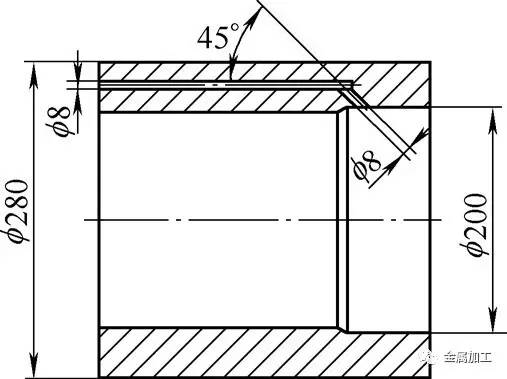
图1 工件
从图1可以看出,圆筒壁上的深孔装夹加工方便,而斜接的45°孔在普通钻床上不好加工,除了不好装夹外,工作时钻头还容易因中心定位不稳定而损坏。
如果买一台专用的斜孔加工设备,对于小批量加工来说,投资过大。
在投资少的情况下,为了保证斜孔能够顺利加工,我们设计了一套普通钻床上专用的斜孔装夹工装,如图2所示。
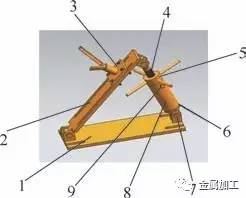
图2 斜孔装夹工装
1.底座 2.上支撑板 3.V形支撑合件
4.螺杆 5.螺套 6.连接堵头 7.销轴
8.套筒 9.固定顶丝
以下就是对整个工装以及其中零部件的使用说明。
底座上开有沟槽,与钻床平台上的沟槽相对应,方便在平台上固定整个工装。
连接堵头与套筒焊接成一个整体,保证螺杆在套筒里自由伸缩,并用销轴与底座相连,用以改变套筒与底座间的角度。
螺套与套筒通过止口相连接,螺套在套筒内可自由旋转,如图3所示(图中半透明状态的即为套筒)。螺套上开有凹槽,与固定顶丝相配合,用以保证螺套在轴向上与套筒紧密贴合,不会脱离套筒。同时固定顶丝在紧固后保证螺套不能旋转,即限制了螺杆的轴向移动,利用三角形的稳定性原理,保证了工作状态的稳定。松开固定顶丝后,通过旋转螺套上的手柄,带动螺套在套筒里自由旋转,从而使螺杆在套筒里沿套筒轴线做上下的往复运动,带动上支撑板增大或减小倾斜角度。

图3 螺套定位示意图
V形支撑合件紧固在上支撑板上,上支撑板上开有长槽,当工件长短不一时,可以沿长槽方向左右移动V形支撑合件,保证工件能够更好地被支撑,加大了工件在长度方向上的加工范围。
加工前, 将整个工装通过底座固定在钻床的工作台上,调整好需要的角度后, 拧紧固定顶丝,将螺套完全固定,就可以在V形支架中放入工件,开始工作了。同时,在工作台上相应的位置要固定一个挡板,以保证工件不产生轴向位移,再配合V形架,将工件完全定位。一般来说,工件本身倾斜,其自重再加上钻头的向下压力,就能保证工件的平稳。但为了安全起见,在工件上再加一个压板,压板中间有一条长槽,保证压板可以前后伸缩,同时也能以压紧螺杆为中心自由旋转,方便装卸工件。压板前端开有弧形凹槽,方便压板更好地贴合工件,压紧后,压板与V形支撑相互配合,防止工件左右摆动,起到安全防护作用。
工作示意图如图4所示。
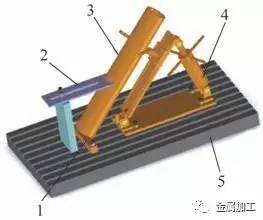
图4 工作示意图
1.挡板 2.压板 3.工件 4.斜孔工装 5.工作台
(1)放置工件时要注意轻放,防止质量大的工件因冲击力过大而损坏工装。
(2)螺杆、螺套要定期检查,加注润滑油脂,防止生锈、腐蚀,造成工作时升降不灵。
(3)工作前把需要的角度调整好,然后再放置工件,以免带工件调整时用力过大而损坏工装。
(4)也可以做成整体焊接形式,但钻孔角度就固定了,没有可调节的范围。
(5)钻孔前,要在工件上斜孔孔口位置加工出一个垂直于斜孔轴线的平台,以保证钻头在开始加工时工作平稳,中心定位准确,也能很好地保护钻头,如图5所示。
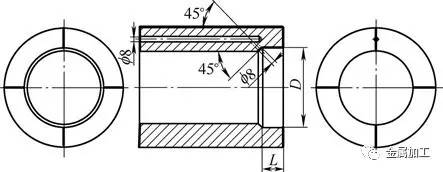
图5 钻斜孔前的工件
平台宽度最好大于钻孔直径,以便于钻头更好地定位。为了保证成品工件内孔的最终加工质量,加工斜孔前,工件内孔直径D以及深度L都要留有加工余量。
同时,为了保证斜孔与直孔的中心线相交,在加工斜孔前需要在划线平台上划线找正斜孔位置,在图5中,加粗的实线即为所划线。主视图中的划线在有直孔的端面上经过直孔中心线,再经圆筒外壁,与圆筒另一端面划线相接,并一直延伸到内孔中斜孔位置,然后打样冲点,确定斜孔中心。划线后经斜孔工装装夹,并按划线找正,就能保证直孔与斜孔的相交了。
通过在生产现场的实际使用, 能顺利完成公司的生产所需,以较小的投资,解决了斜孔加工难题,值得推广。
-End-
?金属加工原创,转载请注明。
?来源:《金属加工(冷加工)》2017年第13期43-44页,作者:山西平阳重工机械有限责任公司 陶祥玉 孟雅琴