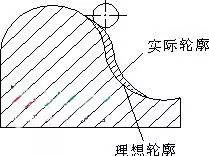
过切就是在加工的时候把不应该加工的位置切掉了。它是加工中心加工过程中出现的一种过量切削现象,通常原因有:
加工小于刀具半径的圆弧内角、尖角;
加工长度小于刀具直径的沟槽;
进、退刀或者刀具半径补偿时运动轨迹不合理;
复杂曲面加工时刀具旋转角度、刀轴矢量等设置不当引起等
具体我们看一下它的解决方案:
1
加工内角交接处引起的过切
一般来说,引起加工中心铣削工件轮廓内角时过切产生的原因有两个。一是当进给速度较高时,由于其运动惯性可能导致刀具过切;二是工艺系统弹性变形致使刀具向工件加工表面内侧变形,从而产生过切;
知道造成这种过切现象产生的原因,解决起来就有了方向。我们可以从以下两点进行解决:一是采用进给速度分级编程;二是选择刚性好、抗震及热变形小的短柄刀具。
2
各轴速度滞后特性引起的过切
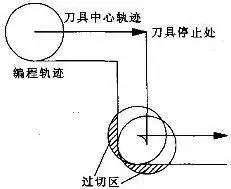
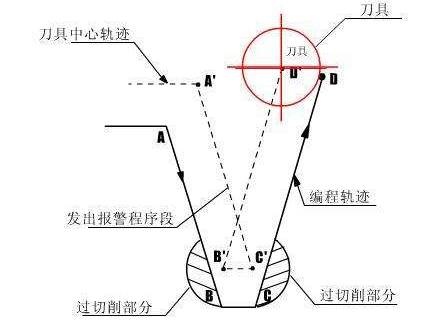
由于加工中心加工拐角为直角的工件时,因加工路线恰好沿着两个正交坐标轴,在某一坐标伺服系统的位置指令输入停止瞬间,另一个坐标轴伺服系统紧接着接受位置指令,从而造成在第二轴开始加速时第一轴尚未到拐点,因而出现过切。
解决这种过切我们可以从两个方面着手:一是注意工件装夹方法,避免加工路线正好沿着两个基本点正交坐标轴;二是在编程时对第一坐标采用分级降速的办法;三是编程时在拐角处略作停顿等。
3
处理加工工艺时产生的过切
我们知道,加工工艺过程中走刀路线、切削用量的选择不当,不仅会影响加工中心工件最终的将精度和加工效率,也会引起过切现象的发生。
一般来说,可以通过三个方面进行预防:一是为了减少不必要的换刀定位误差,应在工件加工时可用一把刀避免法线方向切入;三是对于精度要求高的工件,尽量分为粗、精两个加工阶段分别加工。
版权声明:如果本文对你有帮助,欢迎点击上面赞赏我们。除非特别标注,否则均为本站原创文章,转载时请以链接形式注明文章出处。